Donner Company
The Donner Company manufactured printed circuit boards for a variety of electronic manufacturers, specializing in circuit boards for experimental devices and for pilot production runs. Printed circuit boards were manufactured according to the specifications of their customers. Considered as one of the main elements or components of virtually all electronic products, the printed circuit boards faced a huge growth rate due to the increasing use of electronics.
The Donner Company served as a contract manufacturer for both large and small electronics firms. Large electronics firms would subcontract production to contract manufactures, such as the Donner Company, when small quantities of fast turnaround prototype boards or large quantities of simple technology boards were required. On the other hand, small electronics firms would contract the Donner Company when small lots of special boards were needed.
Considering that the Donner Company manufactured printed circuit boards to the specifications of their customers, they are considered to be a job shop production manufacturer, producing high quality products which will be installed in the final electronic product. By producing customized printed circuit boards, the Donner Company offers a relatively high-variety service operations, trying to meet the market variation in demand.
Engineering Inspection & Insurance Company
The Engineering Inspection & Insurance Company (EIIC) was an insurance company which inspected and insured industrial equipment. One of the main services that the company offered was its inspection service which, according to President Cole, was an unmatched service in the industry, providing the company a distinguishing advantage over other companies. While for most insurance companies the machinery insurance consisted only a small part of their business, for EIIC the machinery insurance was fundamentally the only business. According to Mr. Martin, the Agency vice president, the agency’s customer is the insured.
As the EIIC counts on its inspection services as basis for its insurance policies, each policy is designed to meet specific customer needs. Therefore, the EIIC can be considered a job shop production, producing detailed well supervised services for its customers. They offer a considerably high-variety service operations.
The industry that the company operated was property/casualty insurance industry. The industry trends and characteristics forced companies to sell insurances in two ways: approaching the insured customer through a full-time salesman employed within the company (direct writers) and selling services through independent agents that were contracted on commission basis (agency companies). EIIC was an agency company as it used agents for almost all of its transactions. Other industry trends included consolidation among agents, providing a more “packaging” of insurance policies, and self-insurance.
Operating System at Donner Company
Order Processing
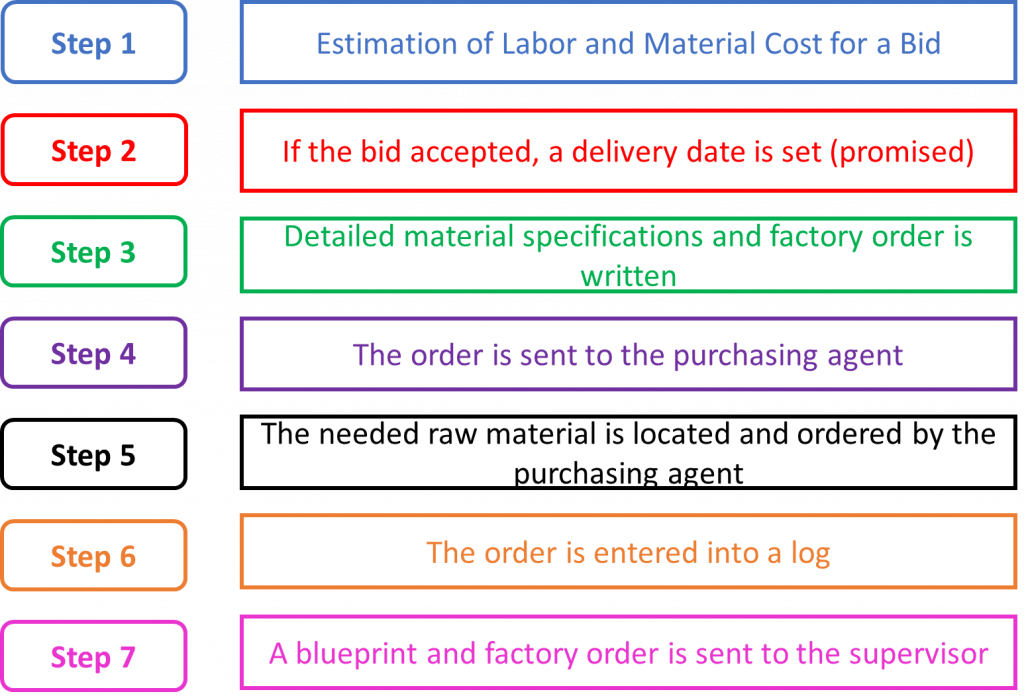
As the first step of order processing was the estimation of labor and material costs, which was conducted by Plummer (the president of the company) and Altmeyer (company’s design engineer). These estimations were used to prepare a bid for the customer. If the bid was accepted, a delivery time was promised. The delivery time depended on the size of the order; if the order was greater than 1000 boards, the delivery will take place in five weeks; if the order was less than 1000 boards, the delivery will take place in three weeks. However, if a customer had urgent needs, occasionally a delivery within four days was promised by the sales manager.
The next step, which was executed by Altmeyer, was to prepare detailed material specifications and a factory order. The factory order showed the sequence of operations, the number of circuits, the material specifications, and the delivery date. This order was received from the purchasing agent, who will locate the specified raw material and order them. This step usually took one or two days. As it was entered into a log, the factory order and a blueprint were sent to David Flaherty (the shop supervisor) in around four days after the bid had been accepted. Flaherty would schedule preparatory work after the raw material was received form the vendor. Flaherty was in charge of deciding to schedule the order, after he estimated the difficulties in meeting the order delivery dates and the labor required in each stage and examined the work in process at critical points. A detailed scheme of order processing is found in Appendix 1.
Supervision is shared by three people: Diane Schnabs (the expediter), who was in charge to keep track orders in process. If an order failed to have a satisfactory manufacturing progress, it was her duty to initiate action. She reported directly to the president. Altmeyer was in charge of locating design errors, identifying unusual production problems, and preparing the necessary compute control for the CNC equipment. Altmeyer also reported directly to the president. On the other hand, Flaherty’s duty was to supervise all other aspects of manufacturing until the order was shipped to the customer. Flaherty reported to Altmeyer.
Manufacturing Process
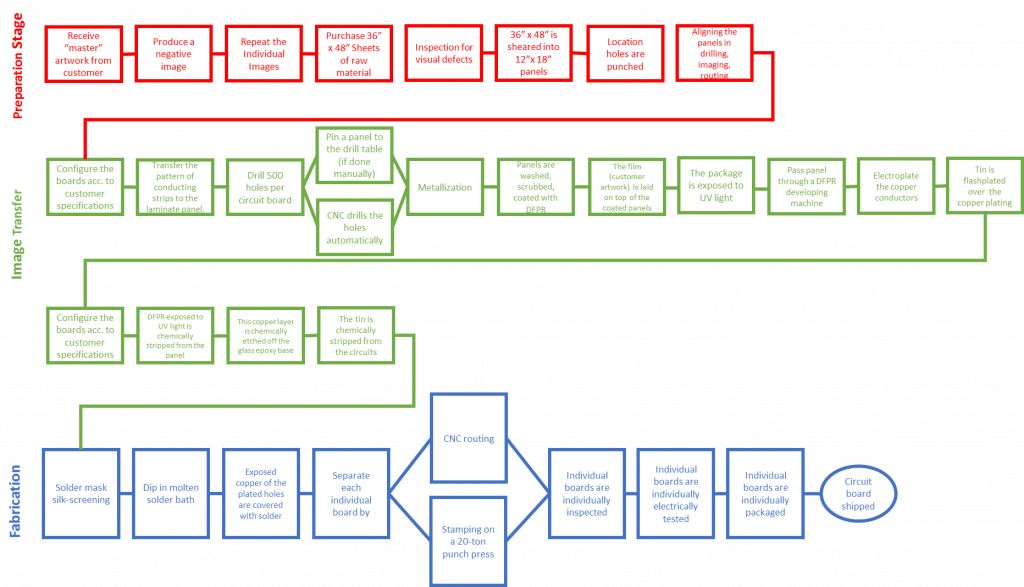
Bonded to its surface, each board consisted a thin sheet of insulating material with narrow metal strips bonded to its surface, acting as a structural member and supporting electronic components which were connected by the conducting strips. The circuit boards were produced using the “soldermask over bare copper” (SMOBC) process, which became popular since greater reliability and denser circuit patterns was demanded by customers.
The SMOBC manufacturing process is composed of three stages: preparation, image transfer, and fabrication. In the first stage, after “master” artwork is received from the customer, the artwork and computer tapes are produced, while raw materials are prepared for processing. In the second stage, the boards are configured according to customer specification and then the pattern of conducting and insulating strips are transferred to the laminate panel. In the third stage, the individual printed circuit boards ae created as the base stock is cut and shaped. A detailed manufacturing process scheme is found in Appendix 2.
Operating System at Engineering Inspection & Insurance Company
Organizational Structure
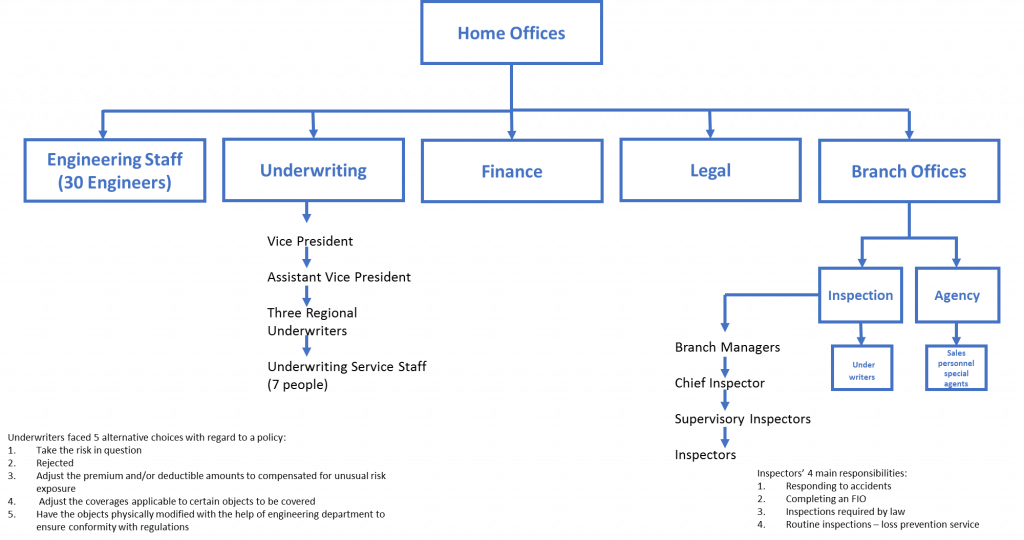
The EIIC was composed of five major functional areas: agency, engineering (inspection), underwriting, finance, and legal. Agency and engineering (inspection) divisions operated from branch offices, while the three other divisions operated from the home office.
The branch offices were managed by branch managers, whose main responsibilities were sales and office administration. Office managers supervised branch underwriting operations, while being monitored by underwriting staff of the home office for the quality of their work. Chief inspectors supervised the inspection staff and the branch’s inspection activities, accident investigations, and claim adjustments. Inspectors were “practical” engineers that were trained to diagnose and repair heavy machinery. Their main responsibilities included: responding to accidents, completing a First Inspection Order (FIO), conduct inspections required by law, and conduct routine inspections (a loss prevention service). A more detailed organizational chart of EIIC is provided in Appendix 3.
Order Processing
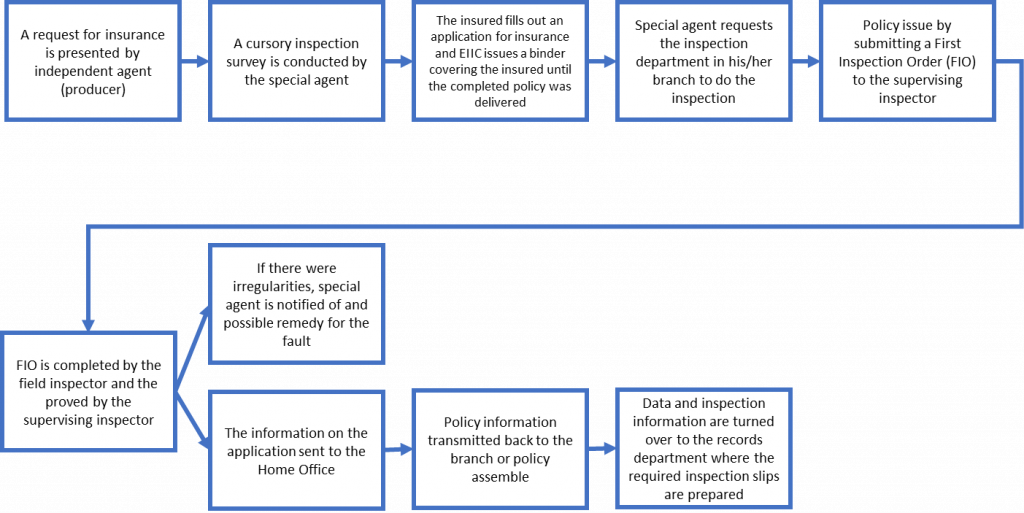
First, a request for insurance was presented from an independent agent. The insured was requested to fill out an application, as the special agent performed a cursory inspection. Then, the special agent requested for an inspection to take place from the inspection department, which was then required to submit a Frist Inspection Order (FIO) to the supervising inspector. This was the production bottleneck (average 26 days). The next step was FIO approval, followed by the task of underwriting the risk after the supervisory inspector’s approval. The last step was the filing and recording of the data and other various tasks. A more detailed map of the process is provided in Appendix 4.
Problems at Donner Company
There are two main problems that the Donner Company faces: the physical flow of production and the information flow within the company.
Considering the differences in order size, differences in circuit designs, and the orders sidestepping certain operations, the company does not have a constant and steady operating pattern. Due to this fact, at each step, inventory and work-in-process alters. Moreover, these alterations disable the company to identify the production bottleneck, as there was no accurate way of predicting where work would stack. For this reason, employees that were qualified in more than one department were shifted between different tasks, and when they were required to be on their original assigned task when the orders had reached their operation task, they were busy somewhere else. This also resulted in low productivity as several of the machines were idle more than what was expected.
In regards to the information flow within the company, the pressure to reach the required output and the shifting of workers from job to job, does not allow the company to concentrate on problems with information flow as quality control and productivity. This was evident since August of the year 1988, when customer returns increased up to three percent. Moreover, the current inspection system, in which finished goods were only informally examined, was one of the main causes of the quality. Considering that the standards varied from one customer to another, a specific quality standard could not be scrupulously applied.
Another issue in this regard is the fact that the time of moving boards between operations was not effectively reflected in the standards. Also, the time that workers spent reworking the returned parts coming from customers or failed inspection, were not included in the total standard labor hours, which consequently does not allow the company to efficiently analyze the production process.
Problems at EIIC
The first problem that the EIIC was facing was its incapability to deliver policies within 14 days. For this scheduled time, only the simplest policies were issued. For larger policies it took 43 days to completed (26 days for a FIO, 10 days for the supervisory inspector to approve the completed FIO, 5 days to underwrite the risk after the supervisory inspector’s approval, and 2 days for filing, recording data and other miscellaneous tasks). The second problem was that the inspections were completed averagely nine days later than originally scheduled. This problem became evident because of lack of planning and coordination of activities among inspectors. The third problem had to do with interpersonal conflicts between branch managers and their chief inspectors.
The three above mentioned problems come as a result of the organizational structure. The veto power over the risks to be insured, provided chief inspectors a de facto power over the branch managers, who were slightly higher on the organization chart than chief inspectors. This kind of organizational layout creates huge disputes, especially if a chief inspector fails in his/her assigned duties, as the branch managers are held responsible for the branch office’s success. Moreover, such a layout creates conflicting goals. Branch managers, who were accountable for sales, aimed to increase sales, especially, when the client was large and the risks were small or correctable. On the other hand, chief inspectors did not take into account the goals of branch managers as their main concern was to check if a risk meets the company’s standards. This approach also failed to lower the number of inspections, especially on the smaller policies. Instead inspectors must inspect every industry equipment, despite if they need to be inspected.
The differences/similarities between Donner Company and EIIC
Differences:
- Donner Company produces products, whereas EIIC provides services
- Donner Company does not have a constant and steady operating pattern, whereas EIIC has a determined production pattern.
- At Donner Company the production bottleneck cannot be identified, while at EIIC the bottleneck is known (submitting a FIO).
- At Donner Company problems occur due to operating inefficiencies, while at EIIC occur due to organizational structure
Similarities:
- Both companies follow a jobbing process, providing low volumes and high variety.
- Both companies tend to meet the market variation in demand.
- Both companies tend to provide differentiated services to their customers.
- Both companies are facing quality and delivery problems.
Short – Term and Long – Term Solutions
A short – term solution for Donner Company would be to accept only small orders. These are the only orders that did not create and scheduling problems. As it is mentioned in the case, small orders always met delivery deadlines, including the four-day urgent orders, and the return rate was usually zero.
Recalling from the case, the methods improvements were not being introducing because of the constant shifting of workers and the pressure for meeting the deadlines. By accepting only small orders, the company would be able to reanalyze the quality standards and the total standard labor hours so that long – term process improvements are established and implemented.
On the other hand, a short – term solution for EIIC would be to reduce the number of inspections, especially for the smaller polices. In other words, the inspectors would be required to inspect only the equipment that need to be inspected.
At the same time, a long – term solution would be restructuring the organizational structure. That can be achieved by removing unnecessary levels of the current hierarchy, more specifically the supervisory inspectors. Inspectors should be able to submit their reports directly to the chief inspector. At the same time, the veto power should be removed from the chief inspectors in order to eliminate conflicting goals between branch managers and chief inspectors.
Appendix 1
Donner Company – Order Processing
Appendix 2
Donner Company – Manufacturing Process
Appendix 3
EIIC – Organizational Chart
Appendix 4
EIIC – Process Map